想到可以用最廉價的方式做個耳機架。

作法紀錄
先簡單畫個草圖釐清想法:
材料表:
木押 台北型寬 NTD 23
(任何木材或木條或長條扁型物體、板材、都可以)
螺絲 7# 7/8" *4
不鏽鋼管 *1
(從倉庫找到一長條管徑16mm,可以用任何管狀物替代,木條、木棒、ABS棒等等)
需要工具:
切斷用工具 (砂輪機、鋸子等等只要可切管子跟片狀皆可)
電鑽+鑽頭 (打洞用)
十字起子 (鎖螺絲)
尺
材料花費:
木押 23 + 切斷片(金屬)1mm厚 15元 = 38元
螺絲一盒大概20元左右,不鏽鋼管買新的約50,
如果是去美術社買ABS圓棒或圓木棒,會比50元更低。
1、砂輪機換切割鋸片、切割材料
*金屬用切斷片除了可以切不鏽鋼管、也可以拿來切木材
*切斷片上說明鎖好後要先運轉三分鐘再使用




3、組裝

完成啦。

簡單快速完成一耳機的耳機架版本,
後來又進化成雙耳機架的進階版。
進階版作法紀錄:








驗證架子穩定性,這樣子的組合沒問題了。
可有可無的玩一下3D列印小零件,
順便驗證一下設計零件的耐用度。
快速的釐清想法跟尺寸,最後選擇右下的方式:


研究幾個之前列印出來的零件;牆至少要1.5mm以上,而4mm殼化穩定。
決定的牆厚設定3mm,圓管壁2mm,倒R角0.5~2mm
列印座向擺放方式如圖。


*XY方向構成的線絲切片,前後是連貫的,較為耐用。


Print Quality: Low Fill Density:Full (Slowest)
實際列印克數:4.7g
單一個耗時:1小時09分 要印兩個
底端設計有違反列印45度堆疊準則,
所以成形出來的圓形底部會有一點菱型。
將零件固定在管子上的樣子。

列印的零件圓管塞本來有留公差0.5mm (13.5mm),
但不夠緊,印第二個直接設定14mm,
塞進去OK。
5/20 支撐更新

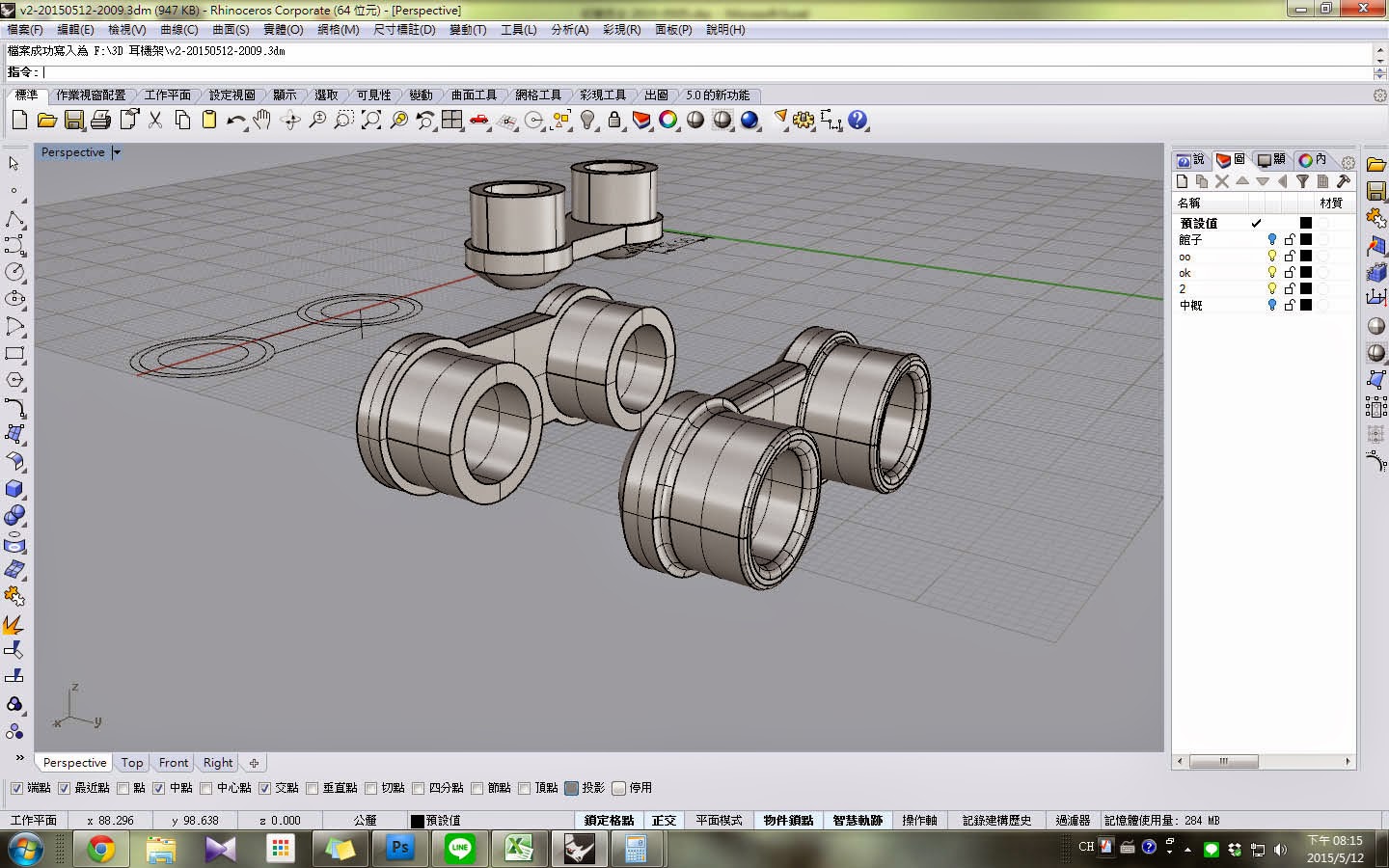
先簡單畫一下支撐結構比對尺寸跟角度,
進犀牛處理細節,畫好後再倒角 0.5~2mm





Print Quality:Low Fill Density:Low
實際列印克數:25.9g
列印耗時:6小時13分
也把14.4mm圓管蓋造型去除中間連接,簡化+公差改0.1mm
圓管厚度2mm,深度3mm

Print Quality:Low Fill Density:Low
實際列印克數:3.9g
列印耗時:51分

這樣的造型可以完整支撐耳機頭戴

完成的樣子

2014/9/18 AKG - K240 Studio 開箱
2015/12/7 可組合模組耳機架 (3D列印)